Validation, how is it done?
Which works are carried out during the validation?
The essential components of a validation are the temperature distribution measurement and the subsequent heat penetration measurement. If necessary, so-called deflection measurements on the containers in the autoclave can be carried out concomitantly with which the optimum counter pressure is determined for the respective packing.
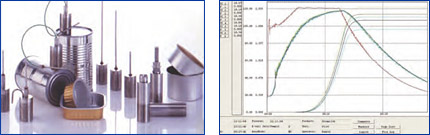
Fig. 1: Different sensors, adapted to the product and its packing (left) are used in the validation.
The measurement results are documented in a non-manipulable way and displayed in graphics (right).
Carrying out the temperature distribution measurement:
- The autoclave is usually loaded with containers filled with water (alternatively product or Bentonit), whereby the type of container and the packing scheme must correspond to the normal operation.
- The loggers are attached to the outer walls of the filed containers or to the spacer mats / trays (see fig. 3) according to a reproducible scheme (see fig. 2) with the number of loggers selected depending on the diameter and length of the autoclave. Logger distribution must assure that a reproducible picture of the temperature distribution arises. According to experience > 5 logger should be used. At least two repetitions without deviation in result are required.
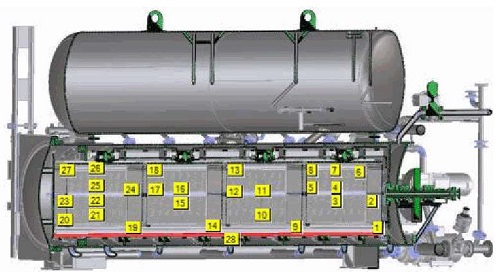
Fig. 2: Documentation of logger position in the process vessel during temperature distribution measurement shown for a STOCK Multi-Process Autoclave MRX1300-4 as example
- If both, stand and rotation processes are used, these must be validated separately. Again, at least two repetitions without result deviation are required.
- The temperature distribution in the autoclave water is measured by means of stationary or mobile measuring probes (also called “loggers”).
- From the measurement results, the so-called “cold spot” is determined, i.e. the place in the vessel which heats up the slowest. If necessary, this can be done in two steps, whereby first the slowest cage and then the slowest point in the slowest cage are determined. The “cold spot” serves as reference point in the process design under the aspect of “safety”.
- The so-called “hot spot”, i.e. the fastest heating point in the autoclave, can also be determined from the measurement results. This point serves as reference for the process design under the aspect of “cooking damage”.
Carrying out the heat penetration measurement:
- For the heat penetration measurement at least 10 measurement points are selected according to a reproducible scheme from the results of the temperature distribution measurement. The measurements are taken in the area of the “cold spot”.
- The sensors are installed in the containers so that the product core is measured (see fig. 4).
- Per product, two repetition measurements without result deviation are required.

Fig. 3: Fixation of the loggers between the water filled containers

Fig. 4: Preparation of a container for the heat penetration measurement